




销售热线
欢迎咨询
18765163370
PRODUCTS
推荐产品


豪迈新闻
您所在的位置:首页 > 豪迈资讯 > 豪迈新闻 > 注塑托盘的生产工艺及流程解析:从原料到成品的精密制造
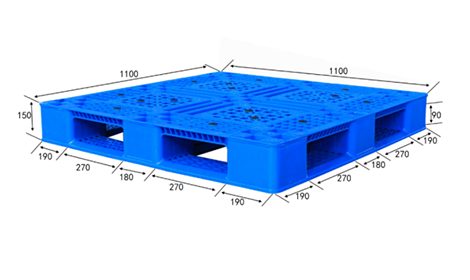
注塑托盘的生产工艺及流程解析:从原料到成品的精密制造
发布者:山东豪迈塑业有限公司 时间:2025-05-02
作为仓储物流领域的核心载具,注塑托盘凭借其高承载、耐腐蚀、可定制化等特性,已成为工业运输的首选方案。本文深度揭秘注塑托盘从原料配比到成品出厂的全流程工艺,剖析行业领先企业的生产技术标准。
一、原料筛选与预处理工艺
采用全新HDPE(高密度聚乙烯)或PP(聚丙烯)颗粒为主原料,通过添加抗UV剂(≤2%)、阻燃母粒(1.5-3%)、增强纤维(玻璃纤维占比10-15%)等改性材料,确保托盘具备抗老化、防静电、耐低温(-30℃)等特性。
原料需经三级干燥处理:
- 初段80℃热风循环除湿(湿度≤0.02%)
- 中段真空干燥(压力-0.08MPa)
- 末段分子筛深度脱水(露点≤-40℃)
- 三维流体仿真设计
- 运用Moldflow软件进行模流分析,精准计算:
- 熔体流动长度比(L/T)≤150:1
- 锁模力误差≤1.5%
- 冷却系统温差±2℃
- 模具加工精度控制
- 采用五轴数控机床加工,关键部位公差:
- 型腔尺寸精度IT7级
- 表面粗糙度Ra0.8μm
- 配合间隙≤0.02mm
| 阶段 | 压力(MPa) | 温度(℃) | 时间(s) |
|------|-----------|----------|---------|
| 充填 | 80-120 | 220-240 | 3-5 |
| 保压 | 60-80 | 200-210 | 8-12 |
| 冷却 | 0 | 20-25 | 25-30 |
相比传统液压设备节能40%,配备:
- 动态压力补偿装置
- 闭-loop温度控制模块
- 自动模厚调整机构
- 自动化修整工序
- 机械手去浇口(切口平整度≤0.1mm)
- 超声波熔接加强筋(熔接强度≥本体80%)
- 防滑纹压花处理(摩擦系数≥0.6)
- 六道质量检测流程
- | 检测项目 | 标准依据 | 合格指标
- | 静态载荷 | GB/T 34397-2017 | 挠曲度≤1.5%跨度 |
- | 跌落测试 | ISTA 3A | 3m高度无结构性损伤 |
- | 抗弯强度 | ISO 8611 | ≥15kN/m² |
- 生产周期缩短至120秒/模次
- 壁厚均匀度达±0.3mm
- 托盘使用寿命提升至8-10年
-
智能干燥系统
-
三段式精准注塑
-
伺服节能系统
-
作为山东注塑托盘厂家,山东豪迈塑业有限公司采用国内先进自动化生产线,严控质量关。为客户创造更大的价值

联系我们
山东豪迈塑业有限公司
地址 | 山东省潍坊市寿光市洛城街道永乐路3388号
-

电话 | 18765163370
-

邮箱 | 330799657@qq.com
-

网址 | www.haomaiplastictray.com





